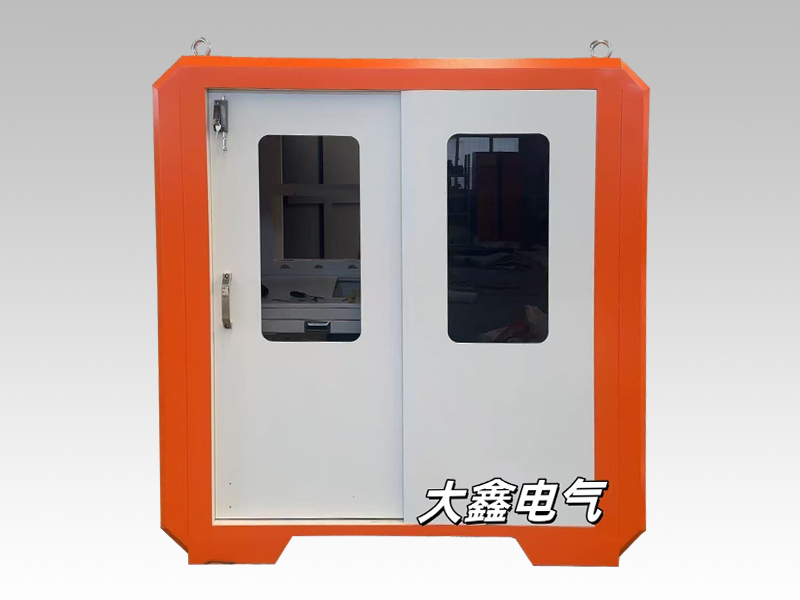


機(jī)床護(hù)罩外殼的主要設(shè)計(jì)原則中的一項(xiàng)功能性原則。要做到這一點(diǎn)首先要滿(mǎn)足工藝要求。適應(yīng)不同加工方式,不同類(lèi)型的機(jī)床有不同的加工工藝,如車(chē)削、銑削、磨削等。護(hù)罩外殼的設(shè)計(jì)應(yīng)根據(jù)具體的加工方式進(jìn)行調(diào)整,以確保其不會(huì)干擾正常的加工過(guò)程。例如,對(duì)于銑床,由于刀具在做三維運(yùn)動(dòng),護(hù)罩的形狀和尺寸需要能夠容納刀具的運(yùn)動(dòng)軌跡,同時(shí)防止切屑飛濺到機(jī)床外部;而對(duì)于車(chē)床,則主要關(guān)注對(duì)旋轉(zhuǎn)工件的保護(hù)和排屑通道的設(shè)計(jì)。
配合自動(dòng)化生產(chǎn),隨著制造業(yè)向自動(dòng)化方向發(fā)展,許多機(jī)床配備了自動(dòng)換刀裝置、機(jī)器人上下料系統(tǒng)等。機(jī)床護(hù)罩外殼的設(shè)計(jì)需要考慮與這些自動(dòng)化設(shè)備的協(xié)同工作,不能阻礙它們的正常運(yùn)行。例如,在自動(dòng)換刀系統(tǒng)中,護(hù)罩上應(yīng)預(yù)留足夠的空間供刀具臂進(jìn)出,并且要確保刀具更換過(guò)程中的穩(wěn)定性和安全性。
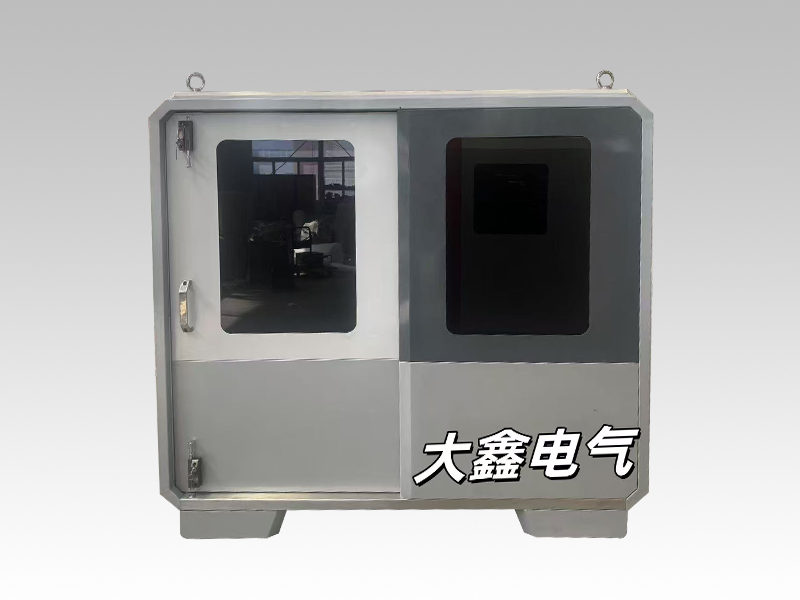
優(yōu)化排屑效果,合理規(guī)劃排屑路徑。加工過(guò)程中產(chǎn)生的切屑如果不能及時(shí)排出,會(huì)堆積在機(jī)床內(nèi)部,影響機(jī)床的正常運(yùn)行和加工精度。護(hù)罩外殼應(yīng)設(shè)計(jì)專(zhuān)門(mén)的排屑通道,引導(dǎo)切屑順利排出。排屑通道的位置和形狀應(yīng)根據(jù)機(jī)床的類(lèi)型和加工特點(diǎn)進(jìn)行優(yōu)化,一般沿著切屑自然下落的方向布置,并盡量避免死角和狹窄部位,以防止切屑堵塞。
防止切屑回流,除了引導(dǎo)切屑排出外,還要注意防止切屑重新進(jìn)入機(jī)床內(nèi)部。可以在排屑口處設(shè)置擋板或密封條,利用重力或氣流的作用使切屑單向流動(dòng),從而避免切屑回流帶來(lái)的問(wèn)題。
此文章由m.cbc365.com.cn編輯
